Hőlégfúvó használata műanyag csövek hajlítására: A Mesterkurzus
Gondoltál már arra, mennyivel egyszerűbb és olcsóbb lenne a vízszerelés vagy a villanyszerelés, ha nem kellene minden egyes kanyarhoz drága idomokat, könyököket és fittingeket vásárolnod? A hőlégfúvó használata műanyag csövek hajlítására nem csupán egy „menő” barkács trükk, hanem egy alapvető készség, amely megkülönbözteti a hétvégi hobbi-barkácsolót a valódi problémamegoldó szakembertől. Ebben a cikkben részletesen bemutatjuk, hogyan alakíthatod a merev PVC, KPE vagy villanyszerelő csöveket engedelmes anyaggal, amely pontosan oda és úgy kanyarodik, ahogy te szeretnéd.
Sokan félnek nekilátni a csőhajlításnak, mert tartanak attól, hogy az anyag megrogy, elvékonyodik a falvastagság, vagy rosszabb esetben kilyukad a cső. És valljuk be: egy rosszul meghajlított lefolyócső, ami később a falban reped el, rémálom. De ne aggódj! Ha követed ezt az útmutatót, garantálom, hogy a végeredmény gyári minőségű lesz. Mielőtt belevágnánk a sűrűjébe, érdemes körülnézni a műhelyedben. Ha még nincs megfelelő géped, olvasd el a Szerszámok kategóriánk többi cikkét is, vagy nézd meg a nagy otthoni barkácslista ajánlónkat.

Miért jobb a hőlégfúvó, mint a nyílt láng?
A régi „szaki” módszerek között gyakran szerepelt a gázperzselő vagy akár az öngyújtó használata a csövek melegítésére. Ez azonban rendkívül kockázatos. A nyílt láng hőmérséklete nehezen kontrollálható, gyakran meghaladja az 1000 °C-ot, míg a PVC (polivinil-klorid) olvadási pontja és égési pontja között viszonylag kicsi a tartomány. A hőlégfúvó használata műanyag csövek hajlítására azért a legbiztonságosabb megoldás, mert:
- Kontrollálható hőmérséklet: A modern hőlégfúvókon digitálisan vagy tárcsával állítható a hőfok (általában 50-600 °C között).
- Egyenletes hőeloszlás: A levegő áramlása körbeöleli a csövet, így nem csak egy ponton forrósodik fel az anyag.
- Nincs kormozódás: A gázlánggal ellentétben a forró levegő nem hagy fekete égésnyomokat a fehér vagy szürke csöveken.
Ha bizonytalan vagy abban, milyen márkát válassz, érdemes elolvasnod a Parkside vs. Makita tesztünket, ahol részletesen elemezzük az ár-érték arányt.
A csőhajlítás fizikája: Mit kell tudni az anyagokról?
Mielőtt bekapcsolnád a gépet, tisztában kell lenned azzal, milyen anyaggal dolgozol. Nem minden műanyag reagál ugyanúgy a hőre. A hőre lágyuló műanyagok (termoplasztok) azok, amelyekkel mi foglalkozunk.
| Anyag Típusa | Felhasználás | Ideális Hajlítási Hőmérséklet | Jellemzők |
|---|---|---|---|
| PVC-U (Kemény PVC) | Lefolyócsövek, csatornázás | 170 °C – 220 °C | Hirtelen lágyul, könnyen megég (barnul). |
| PVC (Villanyszerelő cső) | Kábelvédelem (Mü I, Mü II, Mü III) | 140 °C – 180 °C | Vékonyabb falú, gyorsabban melegszik. |
| PE / KPE (Polietilén) | Víznyomócsövek, gázcsövek | 130 °C – 160 °C | Rugalmasabb, de hajlamos a visszarugózásra (memóriaeffektus). |
| PP (Polipropilén) | Lefolyócsövek (szürke) | 160 °C – 190 °C | Nehezebben hajlítható, kristályos szerkezet. |
A táblázatból látszik, hogy a hőlégfúvó használata műanyag csövek hajlítására precíz hőfokbeállítást igényel. Ha túl alacsony a hőmérséklet, a cső eltörik vagy kifehéredik (feszültségkorrózió). Ha túl magas, az anyag megfolyik, felhólyagosodik, és elveszíti a szerkezeti integritását.
A két legfontosabb módszer: Rugó vagy Homok?
Amikor csövet hajlítunk, a legnagyobb ellenségünk a keresztmetszet csökkenése, vagyis a „megrogyás”. Amikor a csövet meghajlítod, a külső ív nyúlik, a belső ív pedig tömörödik. Ha nincs, ami belülről megtámassza a falat, a cső lapos lesz, mint egy palacsinta. Ennek elkerülésére két fő technika létezik.
1. Hajlítórugó használata
Ez a módszer elsősorban vékonyabb falú villanyszerelő csöveknél (16mm – 40mm) elterjedt. A hajlítórugó egy sűrű menetű acélrugó, amit a cső belsejébe tolunk a hajlítás helyére. Ez mechanikailag akadályozza meg, hogy a cső fala beomoljon.
Előnye: Gyors, tiszta, újrafelhasználható.
Hátránya: Hosszú csöveknél nehéz pozicionálni, és ha a cső lehűl a rugóval benne, pokoli nehéz kihúzni.
2. A „Homokos Módszer” (A profik titka)
Nagyobb átmérőjű (50mm, 110mm) lefolyócsöveknél vagy vastag falú KPE csöveknél a rugó már nem elég, vagy nem áll rendelkezésre megfelelő méretben. Ilyenkor jön a képbe a homok. A csövet száraz, finom szemcséjű homokkal töltjük meg, ami gyakorlatilag tömör rúddá változtatja a csövet, miközben megőrzi a hajlékonyságot.
Lépésről lépésre útmutató: A tökéletes hajlítás menete
Most pedig nézzük meg a gyakorlatban, hogyan történik a hőlégfúvó használata műanyag csövek hajlítására a homokos módszerrel, mivel ez a leguniverzálisabb és legbiztonságosabb technika nagyobb átmérőknél.
1. Lépés: Az előkészületek és a biztonság
Mindenekelőtt gondoskodj a védőfelszerelésről. Használj hőálló kesztyűt! A PVC 200 fokon már komoly égési sérülést okozhat. Szükséged lesz:
- Hőlégfúvóra (lehetőleg hőfokszabályzós)
- Finom, teljesen száraz homokra (a nedves homok gőzzé alakul és szétvetheti a csövet!)
- Erős ragasztószalagra (Duct tape) vagy fa dugókra
- Egy sablonra vagy formára, amire ráhajlítod a csövet (pl. egy vödör oldala, vagy egy rétegelt lemezre rajzolt ív)
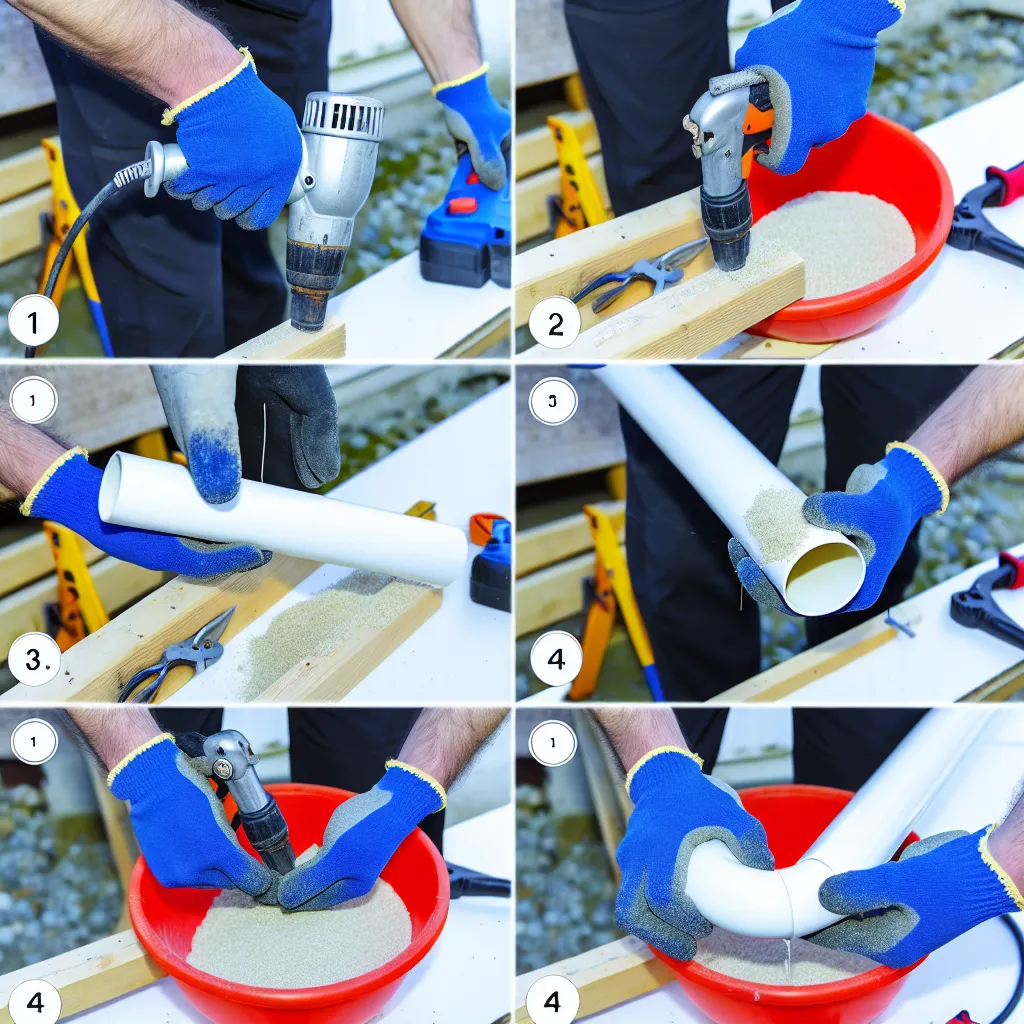
2. Lépés: A cső feltöltése homokkal
Zárd le a cső egyik végét erősen a ragasztószalaggal vagy a dugóval. Töltsd meg a csövet a száraz homokkal. Itt jön a trükk: tömöríteni kell! Ütögesd a csövet a földhöz folyamatosan töltés közben. Minél tömörebb a homok, annál szebb lesz az ív, és annál kevésbé fog ellapulni a cső keresztmetszete. Ha tele van, zárd le a másik végét is, úgy, hogy a homok ne tudjon elmozdulni.
3. Lépés: A melegítés technikája
Állítsd a hőlégfúvót a megfelelő hőmérsékletre (PVC esetén kb. 200-250 °C a gép kijelzőjén, mivel a levegő hűl, mire a csőhöz ér). Tartsd a gépet kb. 5-10 cm távolságra a csőtől. Folyamatosan forgasd a csövet! Ez a legkritikusabb pont. Ha egy helyen tartod a hőt, az anyag megég. A melegítést a hajlítási zónánál szélesebb szakaszon végezd (kb. a csőátmérő 3-4-szerese legyen a melegített szakasz hossza).
Honnan tudod, hogy jó? A cső elkezd „lekonyulni”, olyan lesz az állaga, mint a főtt tésztának vagy a gumicukornak. Ne siesd el!
4. Lépés: A hajlítás és formázás
Amikor az anyag kellően lágy, helyezd a sablonra, és lassan, egyenletes erővel hajlítsd meg. Túlhajlítás! A műanyagoknak van egyfajta „memóriájuk”, és hűlés közben hajlamosak kicsit visszaugrani. Ezért mindig hajlítsd túl egy kicsit (kb. 5-10 fokkal) a kívánt szögnél.
5. Lépés: Hűtés és rögzítés
Tartsd a csövet a kívánt pozícióban, amíg ki nem hűl. Ezt gyorsíthatod vizes ronggyal vagy hideg levegővel (sok hőlégfúvónak van hideg fokozata). Csak akkor engedd el, ha már tapintásra is kemény és hideg. Végül öntsd ki a homokot, és csodáld meg a művedet.
Gyakori hibák és elkerülésük
Még a tapasztalt szakik is elkövetnek hibákat a hőlégfúvó használata műanyag csövek hajlítására során. Íme a lista, amit neked már nem kell elkövetned:
- Megégett felület: Túl közel tartottad a gépet, vagy nem forgattad eléggé a csövet. A barna foltok gyengítik az anyagot.
- Ráncos belső ív: Nem volt elég tömör a homok, vagy túl gyorsan hajlítottad. A belső ívnek simának kell lennie a jó áramlás érdekében.
- Ellapult keresztmetszet: Túl rövid szakaszon melegítettél. A hőnek nagyobb területen kell eloszlania, hogy az anyag nyúlni tudjon a külső íven.
- Visszarugózás: Nem hűtötted le teljesen a csövet, mielőtt elengedted a sablont.
Ha a munka során úgy érzed, hogy a szerszámod nem megfelelő, lehet, hogy itt az ideje egy cserének. De vajon vásárolni vagy bérelni érdemesebb egy profi hőlégfúvót? Erről szól a Szerszám: Béreljünk vagy vegyünk? című cikkünk.
Szakértői Tippek a tökéletes eredményért
- A sablon fontossága: Soha ne hajlíts „térden”, hacsak nem egy nagyon laza ívről van szó. Készíts fából sablont a pontos 90 vagy 45 fokhoz.
- Szappanos víz: Ha villanyszerelő csövet (Mü III) hajlítasz, és szűk a kanyar, kenj egy kis folyékony szappant a cső belsejébe a rugó behelyezése előtt. Így könnyebb lesz kihúzni.
- Tokos kötés készítése: A hőlégfúvóval nem csak hajlítani lehet, hanem tokot is tágítani. Ha két azonos átmérőjű csövet akarsz összekötni idom nélkül, melegítsd fel az egyik végét, és told bele a másik (hideg) csövet. Hűlés után tökéletesen záró kötést kapsz.
Mikor NE használd ezt a módszert?
Bár a hőlégfúvó használata műanyag csövek hajlítására zseniális technika, vannak korlátai. Nyomóvezetékeknél (vízhálózat) a házi hajlítás kockázatos lehet, mivel a falvastagság változása gyengítheti a nyomástűrést. Ilyen helyeken mindig használj gyári idomokat vagy a gyártó által előírt hajlítási technológiát. Gázcsöveknél pedig szigorúan tilos a házilagos barkácsolás!
Hasonló precizitást igényel a csempézés is. Ha már a fürdőszobában dolgozol, és a csövek helyét vágod ki, hasznos lehet a csempevágó karbantartásáról szóló írásunk is.
Összegzés
A műanyag csövek hővel történő alakítása egy olyan képesség, ami rengeteg pénzt és fejfájást spórolhat meg neked egy felújítás során. Legyen szó egy egyedi ívű lefolyóról, amit nem lehet szabvány idomokkal megoldani, vagy egy esztétikus villanyszerelési csövezésről, a hőlégfúvó a legjobb barátod lesz. Ne feledd: a titok a türelemben, a megfelelő hőmérsékletben és a jó előkészítésben (homoktöltés!) rejlik.
Készen állsz a következő projektre? Ha a csövezés megvan, lehet, hogy a csiszolás következik. Nézd meg, hogyan érhetsz el tükörsima felületet a csiszológép használata című cikkünk segítségével!

